





د ډبل دیوال نالیه شوي پایپ ماشین یو ډول تولیدي تجهیزات دي چې د ډبل دیوال نالیه شوي پایپونو تولید لپاره کارول کیږي.دا پایپونه عموما په مختلفو غوښتنلیکونو کې کارول کیږي لکه د فاضله موادو سیسټمونه، د فاضله موادو سیسټمونه، د کیبل ساتنه، او مخابراتو.


ماشین عموما ډیری برخې او مرحلې لري چې د دوه اړخیز دیوال نالی شوي پایپونو تولید لپاره یوځای کار کوي.دلته د پروسې عمومي کتنه ده:
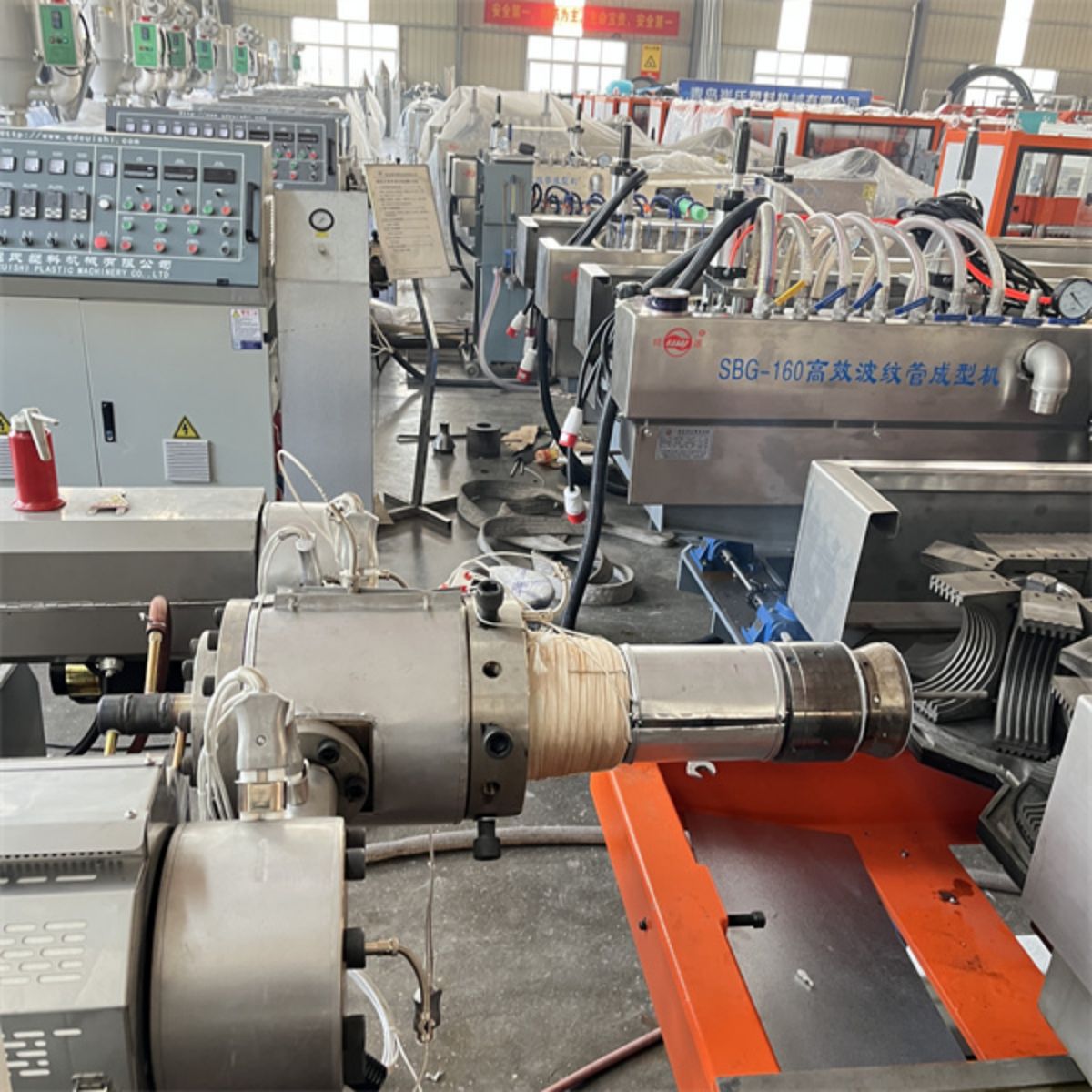
د اخراج سیسټم: د اخراج سیسټم په دوامداره پایپ کې د خامو موادو ، معمولا د لوړ کثافت پالیتیلین (HDPE) د خړوبولو او ایستلو مسؤلیت لري.د HDPE رال په ایسټروډر کې تغذیه کیږي ، چیرې چې دا تودوخه کیږي او مخکې له دې چې د مرۍ له لارې جبري شي تودوخه کیږي.د پایپ شکل او اندازه ټاکي.

د کوروګیشن سیسټم: یوځل چې غوړ شوی HDPE د مرحلې څخه تیریږي، دا د کوریګیشن سیسټم ته ننوځي.دا سیسټم د کورګوټینګ رولونو یا مولډونو سیټ څخه جوړ دی چې په پایپ کې د خړوب شوي ځانګړتیاو نمونه وړاندې کوي.رولونه یا مولډ پایپ ته شکل ورکوي پداسې حال کې چې دا لاهم په نیمه ټوټه شوي حالت کې وي.

یخ کول او جوړیدل: د کوروګیشن پروسې وروسته، پایپ د موادو د ټینګولو لپاره د یخولو برخې ته ننوځي.یخ کول د مختلف میتودونو له لارې ترلاسه کیدی شي ، لکه د هوا یخ کول یا د اوبو یخ کول.یوځل چې پایپ یخ او قوي شي ، دا په وروستي شکل کې رامینځته کیږي او مطلوب اوږدوالی ته پرې کیږي.د جوړولو په پروسه کې ممکن د اړتیا وړ ابعادو ترلاسه کولو لپاره اضافي مولډ یا د شکل ورکولو تجهیزات شامل وي.
دوه ګونی دیوال جوړونه: پدې مرحله کې، د HDPE دوهم پرت اضافه کیږي ترڅو دوه اړخیز دیوال جوړښت رامینځته کړي.دوهمه طبقه عموما د نالی شوي پایپ بهرنۍ سطح ته ایستل کیږي.بیا دوه پرتونه یو بل سره تړل کیږي ترڅو یو قوي او دوامدار ډبل دیوال پایپ جوړ کړي.


د کیفیت کنټرول او پای: تولید شوي پایپونه د کیفیت کنټرول معاینه کوي ترڅو ډاډ ترلاسه کړي چې دوی اړین مشخصات او معیارونه پوره کوي.پدې کې کیدای شي د ابعادو، دیوال ضخامت او د پایپونو ټولیز کیفیت معاینه کول شامل وي.د کیفیت کنټرول چکونو څخه تیریدو وروسته، پایپونه کولی شي د اضافي بشپړولو پروسې څخه تیریږي، لکه د پیژندنې موخو لپاره چاپ یا نښه کول.
دا مهمه ده چې په یاد ولرئ چې د ډبل دیوال نالی شوي پایپ ماشین ځانګړي ډیزاین او ځانګړتیاوې د تولید کونکي او پایپونو مطلوب مشخصاتو پورې اړه لري توپیر کولی شي.مختلف ماشینونه ممکن د اخراج پروسې ، د یخولو میتودونو ، او اضافي ب featuresو لکه اتومات او کنټرول سیسټمونو کې توپیر ولري.

د پوسټ وخت: نومبر-27-2023